Standarden SS-EN ISO 4063 anger olika typer av svets- och lödmetoder samt styckskärande metoder för bearbetning av metaller
Svetsning av metall innebär vanligtvis att eventuellt tillsatsmaterial och de delar som skall sammafogas upphettss till över smältgränsen för att efter svalnande bilda sammanfogningen. Definitionen av svetnsing innefattar dock även ett antal metoder där smältpunkten för det material som skall sammafogas ej överskrids, så kallade kalla metoder, där man istället använder sig av högt tryck för att åstadkomma sammanfogningen.
SS-EN ISO 4063 delas in i undgergrupper enligt nedan.
Underliggande definition av vardera grupp är hämtade från standarden utan skapade av Manufacturing Guide
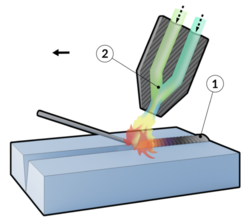
SS-EN ISO 4063-1 :Bågsvetsning
En elektrisk ljusbåge smälter tillsatsmaterial och metalldelarna som skall sammanfogas
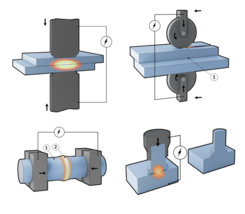
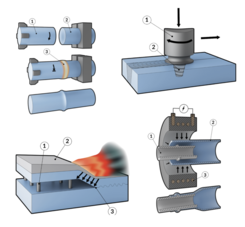
SS-EN ISO 4063-2 :Motståndssvetsning
Ström leds genom metalldelarna som skall sammanfogas vilket gör att dessa smälter och sammanfogas i kontaktpunten
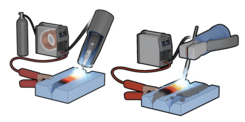
SS-EN ISO 4063-3 :Gassvetsning
En gasflamma nyttjas för att smälta tillsatsmaterial och metalldelar som skall sammanfogas
SS-EN ISO 4063-4 :Trycksvetsning
Metalldelarna pressas samman med eller utan upphettning för att sammanfogas
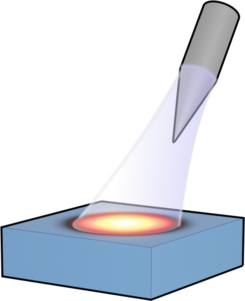
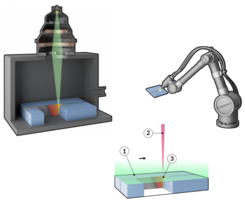
SS-EN ISO 4063-5 :Strålsvetsning
En riktad energistråle används för att smälta metalldelarna samt eventuellt tillsatsmaterial
SS-EN ISO 4063-6 :(Denna grupp existerar ej längre)
SS-EN ISO 4063-7 :Övriga svetsmetoder
Hit hör svetsvetoder som ej passar in i någon av de tidigare nämnda grupperna
SS-EN ISO 4063-8 :Skärning och Mejsling
Trots att denna grupp är sammansvetsande utan istället avverkande metoder ligger den under 4063
SS-EN ISO 4063-9 :Hård-, mjuk- och svetslödning
Sammanfogande teknik där endast tillsatsmaterialet smälts utan att arbetssytcket temperatur överstiger dess smälttemperatur